超短脈沖激光���,以皮秒以下的脈寬及高功率��、短時(shí)間尺度為特點(diǎn)�����,能在材料發(fā)生明顯熱擴(kuò)散前將能量沉積至目標(biāo)區(qū)����,實(shí)現(xiàn)金屬焊接的高精度、低熱影響���、低熱應(yīng)力和變形����。如使用飛秒激光,可實(shí)現(xiàn)銅和鋁異種金屬微焊接��,焊縫寬度僅幾微米��,且界面形成納米尺度金屬間化合物�,顯著提升接頭強(qiáng)度。
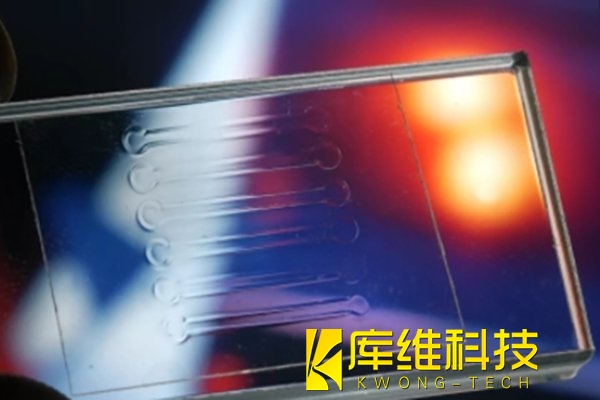
對(duì)于玻璃材料�,超短脈沖激光焊接具有獨(dú)特優(yōu)勢(shì)。玻璃對(duì)特定波長激光透明��,超短脈沖激光可通過非線性吸收機(jī)制(如多光子吸收)在材料內(nèi)部產(chǎn)生局部能量沉積���,實(shí)現(xiàn)內(nèi)部焊接而不影響表面����。玻璃熱導(dǎo)率和熔點(diǎn)低于金屬����,使脈沖激光能在小范圍內(nèi)實(shí)現(xiàn)材料局部熔化或軟化,避免周圍區(qū)域過熱�����。脈沖激光在連接界面產(chǎn)生極快的加熱和冷卻,促進(jìn)材料間鍵合��,避免材料特性受損��。
超短脈沖激光輻照玻璃引起電子激發(fā)和弛豫過程分為三個(gè)部分:
(1)當(dāng)激光電磁場非常強(qiáng)時(shí)����,電子通過超短脈沖激光的多光子吸收或隧道電力從價(jià)帶激發(fā)到導(dǎo)帶�;
(2)激發(fā)的電子可吸收多個(gè)激光光子,提升自身能量�,或被飛秒激光束強(qiáng)電場加速,與原子碰撞產(chǎn)生二次電子(碰撞電離)�。此過程重復(fù),導(dǎo)致雪崩電離�;
(3)部分自由電子在電子-空穴對(duì)中弛豫,產(chǎn)生局域態(tài)���,如自陷激子(STE)�。STE在幾百皮秒內(nèi)松弛形成永久性缺陷�����。另一些自由電子將能量轉(zhuǎn)化為晶格振動(dòng),產(chǎn)生熱量后弛豫回基態(tài)�。玻璃加熱于激光照射后幾十皮秒發(fā)生,幾十毫秒后照射區(qū)域恢復(fù)至室溫��。當(dāng)飛秒激光束以中等脈沖能量聚焦在堆疊玻璃基板的界面時(shí)�,因加熱僅在界面誘發(fā)局部熔化和快速固化,從而使玻璃連接�����;
超短脈沖激光在高重復(fù)率下引發(fā)局部區(qū)域溫度驟升至幾千開爾文����,且在脈沖間隔內(nèi)未完全冷卻,形成熱積累現(xiàn)象��。此現(xiàn)象使玻璃局部區(qū)域達(dá)熔化點(diǎn)����,形成焊接接頭。經(jīng)調(diào)整激光參數(shù)發(fā)現(xiàn)����,各類玻璃材料,包括熔融石英���、硼硅酸鹽玻璃和低膨脹系數(shù)玻璃等���,均可實(shí)現(xiàn)穩(wěn)定焊接���。
高重復(fù)率利于在脈沖期間積累熱量導(dǎo)致局部熔化,重新凝固后形成穩(wěn)定共價(jià)鍵����,尤其適用于異種玻璃焊接����,斷裂強(qiáng)度在體積材料范圍內(nèi),焊縫穩(wěn)定����。
應(yīng)用領(lǐng)域:
1、光學(xué)器件:超短脈沖激光焊接可以用于連接不同的光學(xué)材料�����,確保光學(xué)性能不受影響���;
2����、電子器件:玻璃封裝技術(shù)的應(yīng)用中,激光焊接用于連接玻璃和金屬部件��,提供防潮和保護(hù)�����;
3����、醫(yī)療器械:玻璃材料的焊接可以實(shí)現(xiàn)高強(qiáng)度的連接,確保器械的安全性和可靠性�����;
利用超短脈沖激光對(duì)玻璃材料進(jìn)行焊接能發(fā)揮其獨(dú)特優(yōu)勢(shì)�����。該方法利用飛秒或皮秒量級(jí)的超短脈沖激光�,通過非線性吸收過程在材料內(nèi)部產(chǎn)生局部熔化,實(shí)現(xiàn)精確焊接而不損傷表面�����。

超短脈沖激光焊接在陶瓷材料上的應(yīng)用
除了MIGMAG焊接,還有哪些適合自動(dòng)化應(yīng)用的焊接工藝�����?

自動(dòng)化焊接的主要焊接工藝有哪些�����?
鋁合金焊接可以考慮的焊接技術(shù)有哪些?

自動(dòng)化焊接的主要焊接工藝有哪些�?

創(chuàng)新引領(lǐng):探索激光焊接機(jī)器人的制造業(yè)應(yīng)用
陽極鋼爪鋁導(dǎo)桿全截面焊接技術(shù)設(shè)備的特點(diǎn)有哪些呢�?

專家建議:電解鋁陽極導(dǎo)桿焊接的實(shí)用方案
選擇正確焊接方案�����,輕松應(yīng)對(duì)電解鋁陽極鋁導(dǎo)桿連接挑戰(zhàn)