水導(dǎo)激光打孔:開啟精密加工新時代
發(fā)布日期:2025-02-21 09:16 ????瀏覽量:
在制造業(yè)對零部件加工精度要求日益嚴(yán)苛的當(dāng)下����,打孔技術(shù)的革新成為關(guān)鍵��。傳統(tǒng)激光打孔技術(shù)雖曾發(fā)揮重要作用�����,但精度不高、重復(fù)精度低��,加工后易出現(xiàn)重熔及微裂紋等問題�����,限制了其在高端制造領(lǐng)域的應(yīng)用���。與之相比�,水導(dǎo)激光加工打孔技術(shù)脫穎而出���,展現(xiàn)出顯著優(yōu)勢���。
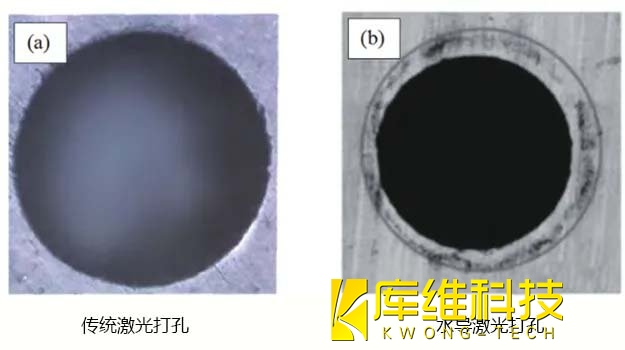
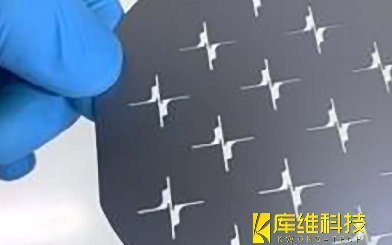
對比傳統(tǒng)激光打孔與水導(dǎo)激光打孔技術(shù),差異一目了然���。傳統(tǒng)激光打孔技術(shù)獲得的孔��,邊緣比通過水導(dǎo)激光獲得的孔的邊緣更加粗糙�,若要獲得更精細(xì)的孔���,還需進一步的加工處理����。而水導(dǎo)激光加工得到的孔,邊緣圓滑����,沒有毛刺,獲得了更好的加工質(zhì)量�,具有明顯的技術(shù)優(yōu)勢。
為了更明顯確立水導(dǎo)激光打孔優(yōu)勢�。分別用微秒激光、飛秒激光和水導(dǎo)激光對DD6合金進行打孔�����,得到的孔表面形貌對比���。
微秒激光打孔時����,因脈寬和功率較大���,脈沖結(jié)束后材料冷卻不充分,熱量持續(xù)向內(nèi)部傳遞�,導(dǎo)致孔表面存在顯著熱影響區(qū)��,孔邊緣連續(xù)性差�,還有明顯的熔融材料沉積�����。這些沉積的熔融物呈液滴狀���,是蝕除后的材料未能及時排出��,堆積在材料表面所致����。
飛秒激光加工的孔表面近乎無熱影響區(qū)及材料熔融再沉積等加工損傷���。這得益于飛秒激光脈沖寬度極短��,比熱量在晶格間傳輸?shù)臅r間還短���,實現(xiàn)了近似 “冷加工”,能獲得高質(zhì)量的孔���。然而�,飛秒激光能量呈高斯分布,導(dǎo)致制孔錐度難控�����,孔圓度欠佳���,加工效率低��,無法滿足大批量孔的加工需求�����。
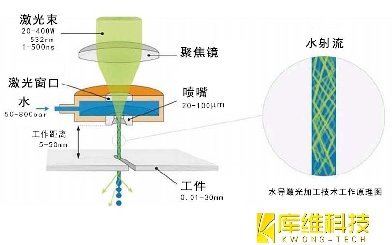
水導(dǎo)激光則另辟蹊徑���,在加工過程中,水流及時帶走熔融物���,解決了傳統(tǒng)微秒激光加工時金屬熔融物飛濺的難題��。同時水射流對加工壁面進行有效沖刷冷卻�����,大幅提高表面質(zhì)量�,減少熱影響區(qū)��。
水導(dǎo)激光打孔技術(shù)憑借其在提高加工精度��、改善表面質(zhì)量�����、解決熔融物問題等方面的卓越表現(xiàn)���,為眾多行業(yè)的精密加工提供了理想解決方案�����,有望在未來制造業(yè)中發(fā)揮更為重要的作用�����。
相關(guān)文章
水導(dǎo)激光技術(shù)之切割:材料加工后的優(yōu)勢分析
水導(dǎo)激光切割技術(shù)的雙面鏡:優(yōu)勢與劣勢深度解析

水導(dǎo)激光加工中如何避免激光器波長和頻率的波動�����?
除了水導(dǎo)激光����,還有哪些激光技術(shù)適用于加工SiCf/SiC材料?

水導(dǎo)激光加工SiC和SiC復(fù)合材料工藝參數(shù)優(yōu)化大揭秘
有哪些方法可以提高激光切割碳化硅時的冷卻效果���?

水導(dǎo)激光加工技術(shù)在半導(dǎo)體領(lǐng)域加工的應(yīng)用案例
碳化硅的激光切割技術(shù)介紹

有哪些具體的醫(yī)療器械是可以通過水導(dǎo)激光技術(shù)制造的��?