哪些因素會(huì)影響激光切割碳化硅的質(zhì)量��?
發(fā)布日期:2025-02-25 10:17 ????瀏覽量:
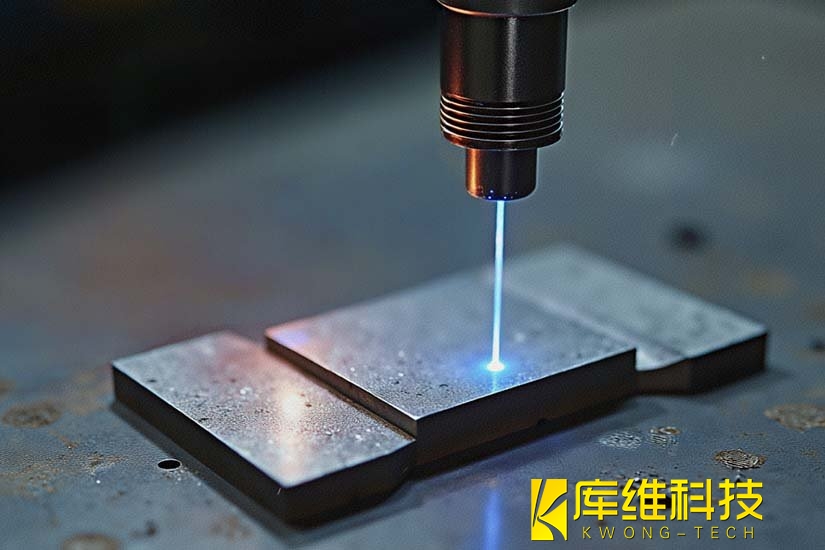
在工業(yè)加工領(lǐng)域�����,激光切割碳化硅技術(shù)的應(yīng)用越來(lái)越廣泛,但切割質(zhì)量受多種因素制約���。了解這些因素,對(duì)提升切割效果���、保障生產(chǎn)效率和產(chǎn)品質(zhì)量意義重大��。
一����、激光參數(shù)
-
波長(zhǎng):不同波長(zhǎng)的激光對(duì)碳化硅材料的吸收率不同�。例如水導(dǎo)激光切割��,由于水對(duì)激光吸收程度有差異��,激光波長(zhǎng)受限�����,常用的是 1064nm、532nm�、355nm 三種。不合適的波長(zhǎng)����,會(huì)降低能量利用率��,導(dǎo)致切割不順暢��,影響切割面的平整度與質(zhì)量�。
-
脈沖寬度:在隱形切割技術(shù)里��,納秒脈沖激光用于碳化硅加工時(shí)���,因脈沖持續(xù)時(shí)間遠(yuǎn)長(zhǎng)于碳化硅中電子和聲子之間的耦合時(shí)間(皮秒量級(jí))��,產(chǎn)生了嚴(yán)重?zé)嵝?yīng)���,致使晶圓分離偏離方向、殘余應(yīng)力大��,切割質(zhì)量大打折扣��;而超短脈沖激光就能降低熱效應(yīng)�����,提升切割精度���。
-
功率:功率不足�,激光能量難以有效破壞碳化硅的原子鍵���,切割無(wú)法順利推進(jìn),會(huì)造成切割面粗糙����、切口不整齊�����;功率過高����,則可能引發(fā)過度的熱積累�,使材料產(chǎn)生熱變形�����、熱損傷����,出現(xiàn)微裂紋等缺陷,同樣影響切割質(zhì)量����。
二、切割工藝
-
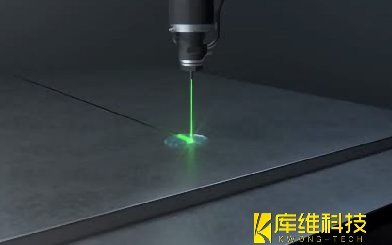
切割方式:像水導(dǎo)激光切割�,靠高壓水射流引導(dǎo)激光加工,水流的穩(wěn)定性極為關(guān)鍵���,不穩(wěn)定水流會(huì)讓激光光路偏移�����,切割線就可能出現(xiàn)彎曲����,影響切割精度����;隱形切割是在晶片內(nèi)部形成改性層來(lái)剝離晶圓,若改性層形成的位置��、厚度控制不好����,也會(huì)導(dǎo)致晶圓分離失敗或產(chǎn)生額外損傷��。
-
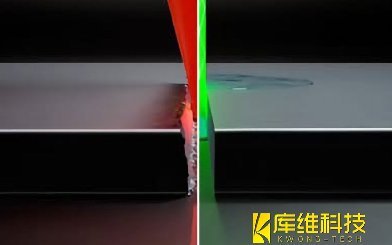
切割速度:切割速度過快�,激光作用時(shí)間短���,材料不能充分吸收能量完成切割��,容易出現(xiàn)切不透����、邊緣鋸齒狀的情況���;速度過慢��,熱積累過多���,熱影響區(qū)擴(kuò)大,會(huì)造成碳化硅材料性能劣化�,降低切割質(zhì)量。
三���、材料特性
-
硬度與脆性:碳化硅莫氏硬度高達(dá) 9.5 級(jí)�,又兼具脆性。過硬的質(zhì)地使得激光切割難度增大�����,需要更高能量去破壞其原子鍵��;脆性則意味著在切割過程中����,一旦受到稍大一點(diǎn)的應(yīng)力沖擊�����,哪怕是激光產(chǎn)生的熱應(yīng)力����,都極易產(chǎn)生裂紋,降低切割成品的良率�。
-
晶體結(jié)構(gòu):碳化硅的晶體結(jié)構(gòu)影響激光能量的吸收與傳導(dǎo)。不同晶型的碳化硅����,原子排列方式不同,對(duì)激光的響應(yīng)也存在差異�����,若切割工藝沒針對(duì)晶體結(jié)構(gòu)優(yōu)化,會(huì)出現(xiàn)切割不均勻����、局部過熱等問題。
四��、輔助工藝及環(huán)境
-
冷卻條件:水導(dǎo)激光切割中����,水流不僅能引導(dǎo)激光,還起到冷卻作用����。缺乏良好冷卻,切割區(qū)域溫度過高���,熱變形��、熱損傷會(huì)加?��。黄渌す馇懈罘绞较?���,如果沒有合適的風(fēng)冷�、液冷輔助,也很難保證切割質(zhì)量穩(wěn)定�����。
-
加工環(huán)境穩(wěn)定性:環(huán)境的溫度、濕度�����、振動(dòng)情況等都會(huì)干擾激光光路和設(shè)備運(yùn)行。溫度濕度變化可能使光學(xué)鏡片起霧���、變形�����,影響激光聚焦效果�����;振動(dòng)則會(huì)讓激光光斑晃動(dòng),致使切割精度受損�����。
相關(guān)文章

水導(dǎo)激光打孔:開啟精密加工新時(shí)代
激光切割碳化硅如何抑制飛濺��?四大關(guān)鍵技術(shù)解析
水導(dǎo)激光技術(shù)之切割:材料加工后的優(yōu)勢(shì)分析
水導(dǎo)激光切割技術(shù)的雙面鏡:優(yōu)勢(shì)與劣勢(shì)深度解析

如何提高激光切割碳化硅時(shí)的聚焦精度��?

水導(dǎo)激光加工中如何避免激光器波長(zhǎng)和頻率的波動(dòng)�?
除了水導(dǎo)激光,還有哪些激光技術(shù)適用于加工SiCf/SiC材料���?

水導(dǎo)激光加工SiC和SiC復(fù)合材料工藝參數(shù)優(yōu)化大揭秘
有哪些方法可以提高激光切割碳化硅時(shí)的冷卻效果�����?